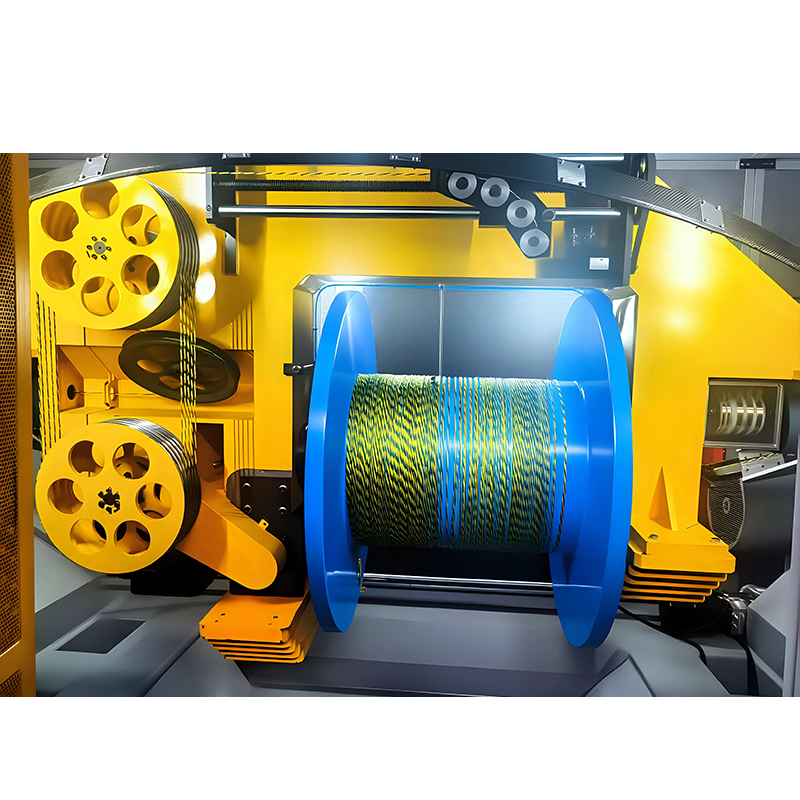
Une toronneuse est un dispositif industriel qui tord ou pose en hélice plusieurs fils, conducteurs ou brins de fibres individuels ensemble en une structure de câble unique et unifiée. C'est l'équipement de base derrière pratiquement tous les câbles électriques, lignes de télécommunications et câbles métalliques spéciaux dans les infrastructures modernes. Des câbles électriques à l'intérieur des murs de votre maison aux lignes de transmission à haute tension s'étendant sur des centaines de kilomètres, et des câbles à fibres optiques sous-marins aux câbles métalliques d'ascenseur, tous ces produits doivent leur intégrité structurelle et leurs performances électriques à l'ingénierie de précision d'un toronneuse .
Qu'est-ce qu'une toronneuse ? Définition et fonction principale
Une toronneuse est un système de fabrication de précision conçu pour combiner plusieurs fils ou filaments individuels en les tordant ensemble selon un motif hélicoïdal contrôlé, produisant un conducteur ou un câble toronné mécaniquement plus résistant, plus flexible et électriquement supérieur à un seul fil solide de section équivalente.
Le principe fondamental derrière un toronneuse est simple : les fils individuels (bobines ou bobines) sont montés sur des cadres ou des dépliants rotatifs, et lorsque la machine fonctionne, la rotation de ces cadres amène les fils individuels à se poser en hélice autour d'un noyau central ou les uns autour des autres. Le résultat est un produit toronné dont les propriétés mécaniques et électriques sont définies par la longueur de pas (pas), le nombre de fils, le diamètre du fil et la géométrie du toronnage.
Les toronneuses sont utilisées pour produire :
- Conducteurs multibrins en cuivre et en aluminium pour câbles d'alimentation et câblage électrique
- Câbles en acier pour grues, ascenseurs, ponts suspendus et amarrage offshore
- Âmes de câbles à fibres optiques pour les télécommunications et la transmission de données
- Assemblages de câbles armés pour les applications sous-marines, minières et militaires
- Conducteurs spécialisés tels que l'ACSR (Aluminum Conductor Steel Reinforced) pour les lignes aériennes de transmission
Comment fonctionne une toronneuse ? Le processus étape par étape
Une machine à toronner fonctionne en alimentant des torons de fil individuels à partir de bobines de gain rotatives à travers une série de filières de guidage et une filière de fermeture, où ils sont rapprochés et tordus dans leur configuration hélicoïdale finale sous tension contrôlée.
Étape 1 : Gain et contrôle de la tension
Des bobines ou bobines de fil individuelles sont chargées sur le système de dévidage de la machine. Chaque bobine alimente un seul brin de fil. Les freins de tension ou les systèmes danseurs actifs maintiennent une tension constante et contrôlée individuellement sur chaque fil – généralement à ± 2 % du point de consigne – pour éviter une pose inégale, une rupture de fil ou une déformation du conducteur pendant le processus de toronnage.
Étape 2 : Systèmes de préformage et de guidage
Dans de nombreux produits de haute qualité toronneuses , les fils individuels passent dans les outils de préformage avant d'atteindre la matrice de fermeture. Le préformage plie légèrement chaque fil dans la direction dans laquelle il se déplacera dans le toron final, réduisant ainsi les contraintes internes dans le câble fini et améliorant la flexibilité. Les anneaux de guidage et les rouleaux dirigent chaque brin vers la position angulaire correcte avant la fermeture.
Étape 3 : Le dé de clôture
Tous les brins individuels convergent vers la matrice de fermeture – un outil en carbure ou en acier trempé usiné avec précision avec une ouverture centrale dimensionnée selon le diamètre extérieur du conducteur toronné final. La filière de fermeture comprime les torons dans leur géométrie de section finale, qu'elle soit ronde, en forme de secteur ou compacte (construction Milliken pour les très gros conducteurs).
Étape 4 : Réception et mise en file d'attente
Le conducteur toronné fini sort de la matrice de fermeture et est enroulé sur une bobine ou un tambour récepteur par un système de réception entraîné par cabestan. La vitesse d'enroulement, synchronisée avec la vitesse de rotation des cadres de toronnage, détermine la longueur de pas (pas) du toronnage — un paramètre de qualité critique. Moderne toronneuses utilisez des systèmes de contrôle en boucle fermée servocommandés qui maintiennent la précision de la longueur de pas à ± 0,5 mm tout au long du cycle de production.
Types de machines à toronner : quelle conception convient le mieux à votre produit ?
Il existe cinq principaux types de toronneuses : tubulaires, planétaires (rigides), à arc (saut), à regrouper et à tambour de torsion, chacune optimisée pour des types de fils, des vitesses de production et des constructions de câbles spécifiques.
1. Machine de toronnage tubulaire
Le tubulaire toronneuse est la conception la plus largement utilisée dans l’industrie du fil et du câble. Des bobines de fil individuelles sont montées à l'intérieur d'un tube métallique rotatif (le « berceau » ou la « cage »). Au fur et à mesure que le tube tourne, les fils sont posés en hélice autour d'un élément central. Les machines tubulaires peuvent traiter de 6 à 61 bobines ou plus par couche et sont capables de produire des constructions multicouches. Des vitesses de ligne de 20 à 120 m/min sont typiques, certains modèles à grande vitesse atteignant 200 m/min pour les applications de fils fins. Ils constituent le choix standard pour les conducteurs multibrins en cuivre dans les câbles d'alimentation d'une section de 1,5 mm² à 1 000 mm².
2. Machine de toronnage planétaire (rigide)
Dans une machine à toronner planétaire, les bobines sont montées sur un châssis rotatif mais sont maintenues immobiles par rapport au châssis de la machine grâce à un système d'engrenages planétaires, ce qui signifie que les bobines elles-mêmes ne tournent pas, seul le châssis qui les porte le fait. Cela élimine la torsion arrière dans le toron fini, ce qui est essentiel pour la production de câbles en acier, de câbles armés et de produits dans lesquels les fils individuels doivent conserver leur forme droite d'origine. Les machines planétaires sont plus lentes (généralement 5 à 30 m/min) mais produisent des constructions de câbles géométriquement précises et à faible contrainte résiduelle.
3. Machine à toronner les arcs (sauter)
La toronneuse à arc utilise un « arc » ou un bras rotatif qui transporte le fil d'une bobine de gaine stationnaire et l'enroule autour d'un élément central. Étant donné que les bobines de paiement sont fixes, cette conception gère des bobines très grandes et lourdes qu'il serait difficile de faire tourner dans une machine tubulaire. Les toronneuses d'étrave sont courantes dans la production de blindages en fils d'acier, de blindages de câbles moyenne tension et d'autres applications de gros calibre. Les vitesses de ligne typiques vont de 5 à 40 m/min, et la conception est naturellement adaptée à l'application de rubans, de mastics et de couches de litage simultanément à l'application du fil.
4. Machine à regrouper
Une machine à regrouper (également appelée toronneuse à paquets) tord plusieurs fils fins ensemble sans maintenir une direction de pose ou un arrangement géométrique cohérent - les fils se regroupent simplement dans une hélice aléatoire ou semi-aléatoire. Cela produit le conducteur toronné le plus flexible possible pour des applications telles que les cordons flexibles, les câbles de soudage, les fils de haut-parleurs et les faisceaux de câbles automobiles. Les machines de regroupement fonctionnent à des vitesses très élevées (généralement une vitesse de rotation de 400 à 1 500 tr/min) et sont conçues pour des diamètres de fil fins compris entre 0,05 mm et 0,5 mm.
5. Machine de torsion de tambour (échouage SZ)
La toronneuse SZ (également appelée pose oscillante ou tordeuse à tambour) ne fait pas tourner l'ensemble du système de dévidage. Au lieu de cela, il applique des torsions alternées à gauche et à droite aux éléments de câble en utilisant une oscillation alternative. Cette conception révolutionnaire permet de toronner les câbles à des vitesses de ligne très élevées (jusqu'à 500 m/min pour les câbles à fibres optiques à tube libre) car il n'y a pas de masses en rotation. Le toronnage SZ est la technologie dominante pour la fabrication de câbles à fibres optiques et est également utilisé pour les câbles d'alimentation basse tension, les câbles de commande et les câbles de données. Le sens de pose alterné crée un motif « SZ » qui permet au câble fini d'être ouvert et refermé sans se défaire lors des opérations de jonction.
| Type de machine | Vitesse typique | Gamme de fils | Demande principale | Torsion arrière |
| Tubulaire | 20 à 200 m/min | 0,3 à 5,0 mm de diamètre. | Conducteurs du câble d'alimentation | Oui |
| Planétaire (rigide) | 5–30 m/min | 1,0 à 10,0 mm de diamètre. | Câble métallique, câble armé | Nonnn |
| Arc (Sauter) | 5 à 40 m/min | 1,0 à 8,0 mm de diamètre. | Blindage lourd, ACSR | Nonnn |
| Regroupement | 400 à 1 500 tr/min | 0,05 à 0,5 mm de diamètre. | Cordons flexibles, câblage automatique | Oui |
| SZ / Torsion du tambour | Jusqu'à 500 m/min | Tubes lâches, fil fin | Fibre optique, câble de données | Nonnn |
Tableau : Comparaison des cinq principaux types de toronneuses par vitesse, plage de diamètres de fil, application et caractéristique de torsion arrière.
Paramètres techniques clés d'une toronneuse
Les paramètres techniques les plus critiques de toute machine à toronner sont la longueur de pas (pas), la vitesse de rotation, la capacité de la bobine et la précision du contrôle de la tension. Ces quatre facteurs déterminent la qualité finale et la cohérence du produit toronné.
Longueur de pose (pas)
La longueur de pas est la distance axiale le long du câble sur laquelle un fil effectue un tour hélicoïdal complet. C'est l'un des paramètres de qualité les plus importants dans la production de câbles toronnés. Une longueur de pas plus courte produit un câble plus flexible avec une résistance électrique plus élevée en raison de la plus grande longueur de fil par unité de longueur de câble. Des normes telles que la CEI 60228 spécifient des plages de longueurs de pas pour différentes classes de conducteurs. Par exemple, les conducteurs flexibles de classe 5 doivent avoir une longueur de pas supérieure à 16 fois le diamètre du fil individuel, tandis que les conducteurs toronnés de classe 2 autorisent des longueurs de pas allant jusqu'à 25 fois le diamètre du fil.
Vitesse d'échouage et taux de rotation
La vitesse de ligne (m/min) et la vitesse de rotation du berceau/volant (RPM) déterminent ensemble la longueur de pose et le débit de production. Pour une toronneuse tubulaire produisant un conducteur d'un pas de 50 mm à une vitesse de ligne de 60 m/min, le berceau doit tourner à 1 200 tr/min (60 m/min ÷ 0,05 m/tr). Les machines tubulaires modernes à grande vitesse atteignent des vitesses de berceau de 1 500 à 2 000 tr/min pour la production de fils fins. Augmenter la vitesse de la ligne sans augmenter proportionnellement la rotation modifierait la longueur de pas et modifierait les propriétés électriques et mécaniques du câble.
Capacité et nombre de canettes
Le nombre et la taille des bobines qu'une machine de toronnage peut transporter déterminent directement les constructions de câbles qu'elle peut produire. Une machine tubulaire à 7 bobines produit 1 à 6 constructions (un fil central plus six fils extérieurs). Une machine à 61 bobines peut produire des constructions multicouches complexes comprenant 1 6 12 18 24 = 61 fils conducteurs. Le diamètre de la bobine (généralement entre 200 mm et 800 mm) détermine la quantité de fil pouvant être chargée par cycle de production, ce qui a un impact direct sur l'efficacité de la production et la fréquence des arrêts de changement de bobine.
Système de contrôle de tension
Le contrôle de la tension est sans doute l'aspect le plus sophistiqué de la technologie moderne. toronneuse conception. Chaque fil doit être alimenté à la tension correcte tout au long du cycle d'épuisement de la canette : une tension trop élevée provoque un allongement du fil et une réduction du diamètre ; trop bas provoque une pose lâche et une formation de vagues. Les machines avancées utilisent des freins de tension programmables avec retour de rouleau danseur, maintenant les tensions de fil individuelles entre ± 1 et 2 % tout au long du cycle d'épuisement complet de la canette. Les systèmes de servotension en boucle fermée ajoutent 15 à 30 % au coût de la machine mais réduisent la variation de résistance des conducteurs de ±5 % à moins de ±1 %.
Système de fermeture
La forme de la matrice de fermeture détermine la géométrie finale du conducteur toronné. Les matrices de fermeture rondes produisent des sections circulaires standard dans la plupart des câbles. Les matrices sectorielles produisent les secteurs trapézoïdaux ou en forme de D utilisés dans les câbles d'alimentation multiconducteurs afin de minimiser le diamètre du câble. Les filières de toronnage compactes (ou comprimées) compriment le conducteur à 90 à 92 % de sa section circulaire nominale, réduisant ainsi le diamètre global du câble de 8 à 12 % — une économie de matière importante pour la production de câbles en grand volume.
Applications de toronneuses dans les principales industries
Les toronneuses sont indispensables dans les secteurs de la production d'électricité, des télécommunications, de la construction, de l'aérospatiale et de l'automobile. Toute industrie qui dépend des câbles, des conducteurs ou des câbles métalliques dépend directement de la production des toronneuses.
| Industrie | Type de produit | Type de toronneuse | Exigence clé |
| Services publics d’électricité | Conducteurs de câbles HT/THT | Tubulaire (multi-layer) | Grande section de conducteur |
| Télécommunications | Âmes de câbles à fibres optiques | Échouage SZ | Haute vitesse, pas de stress sur les fibres |
| Construction/Civil | Haubans de pont, cordages | Planétaire / Arc | Nonnn back-twist, high break load |
| Automobile | Conducteurs du faisceau de câblage | Regroupement / High-speed tubular | Fil fin, grande flexibilité |
| Pétrole et gaz/Marine | Câbles sous-marins blindés | Arc / Planétaire Rigide | Résistance à la corrosion, résistance à la traction |
| Énergie renouvelable | Câbles pour éoliennes | Tubulaire (compact strand) | Flexibilité en torsion, résistance aux UV |
Tableau : Applications des machines de toronnage dans les secteurs clés, indiquant les types de produits, les configurations des machines et les principales exigences techniques.
Machine à toronner ou machine à câbler : quelle est la différence ?
Une machine à toronner combine des fils individuels en un conducteur toronné, tandis qu'une machine à câbler assemble plusieurs âmes isolées, charges et couches de blindage en un câble multiconducteur fini - les deux sont des étapes de production séquentielles et non des machines interchangeables.
Cette distinction est importante pour les fabricants de câbles qui planifient leurs lignes de production. La toronneuse fonctionne sur des fils nus ou émaillés — sa sortie est le conducteur toronné qui sera ensuite isolé. La machine à câbler (également appelée machine de pose ou machine d'assemblage de câbles) prend des âmes isolées - chacune contenant déjà un conducteur toronné - et les tord avec des charges, des rubans, des écrans et des gaines pour former le câble multiconducteur complet.
| Caractéristique | Machine à toronner | Machine de câblage |
| Matériel d'entrée | Fils simples nus/émaillés | Âmes conductrices isolées |
| Produit de sortie | Conducteur toronné | Assemblage de câbles multiconducteurs |
| Étape du processus | Début (formation de conducteur) | En retard (assemblage de câbles) |
| Diamètre de l'élément | Fil de 0,05 à 10 mm | Noyaux isolés de 5 à 150 mm |
| Vitesse typique | 20 à 500 m/min | 2 à 30 m/min |
| Fonctions supplémentaires | Compactage, formation de secteurs | Taping, remplissage, criblage |
Tableau : Comparaison côte à côte des machines de toronnage et des machines de câblage par fonction, entrée/sortie et étape du processus.
Guide d'achat de toronneuses : facteurs clés à évaluer avant l'achat
La sélection d'une machine à toronner nécessite d'évaluer six facteurs critiques : la gamme de produits, la vitesse de sortie requise, la taille et le nombre de bobines, le niveau d'automatisation, l'encombrement et le service après-vente - et une erreur dans l'un de ces éléments peut donner lieu à une machine qui sous-performe son plan de production prévu dès le premier jour.
1. Définissez d'abord votre portefeuille de produits
Avant d'évaluer une machine spécifique, cartographiez la gamme complète de tailles de conducteurs, de diamètres de fils, de longueurs de pas et de constructions de toronnage que votre ligne de production doit gérer. Une machine optimisée pour les conducteurs de 1,5 à 10 mm² ne fonctionnera pas correctement en produisant des conducteurs à torons compacts de 400 mm², même si elle est techniquement capable. De nombreux fabricants proposent des modules toronneuses qui peut être reconfiguré avec différents supports de canette ou systèmes de fermeture pour couvrir une gamme de produits plus large sans acheter plusieurs machines.
2. Calculer la production requise
Calculez la production mensuelle de conducteurs requise en tonnes ou en kilomètres, puis travaillez à rebours pour déterminer la vitesse de ligne minimale requise et les heures de fonctionnement. Par exemple, la production de 500 km/mois de conducteurs toronnés de 25 mm² avec une disponibilité de 80 % de la machine nécessite une vitesse de ligne d'environ 80 m/min avec 2 équipes par jour. L'achat d'une machine d'une cadence de 40 m/min pour répondre à cette demande créera immédiatement un goulot d'étranglement de production.
3. Système d'automatisation et de contrôle
Les machines de toronnage modernes sont disponibles avec des systèmes de contrôle basés sur PLC allant du réglage des paramètres de base à la gestion entièrement automatisée des recettes, en passant par la surveillance de la qualité en ligne et l'intégration des données de l'Industrie 4.0. Le contrôle automatisé de la longueur de pas, la surveillance de la tension en temps réel avec des systèmes d'alarme et l'augmentation/réduction automatique de la vitesse en cas d'épuisement de la canette peuvent réduire les taux de rebut de 30 à 50 % par rapport aux machines à commande manuelle. Le coût d’investissement supplémentaire de l’automatisation avancée est généralement amorti en 12 à 24 mois grâce à la réduction des déchets de matériaux et des coûts de main-d’œuvre dans la production à grand volume.
4. Exigences en matière d'encombrement et d'installation
Une toronneuse tubulaire de 61 bobines destinée à la production de gros conducteurs peut mesurer de 15 à 25 mètres de long et peser de 20 à 50 tonnes, nécessitant un sol en béton armé avec une fosse de fondation et une isolation contre les vibrations. Les lignes de toronnage SZ pour câbles à fibres optiques, bien que produisant à des vitesses très élevées, ont un encombrement plus compact (généralement 8 à 15 mètres) en raison de l'absence de masses de berceau en rotation. Planifiez l'aménagement de l'usine et la capacité des grues ainsi que la sélection des machines, car sous-estimer les exigences d'installation peut ajouter 15 à 25 % au coût total du projet.
5. Assistance après-vente et disponibilité des pièces de rechange
Les matrices de fermeture, les plaquettes de frein sous tension, les roulements de bobine et les roulements de berceau sont des composants consommables dans tout toronneuse . Vérifiez que le fabricant dispose d'un entrepôt de pièces local ou régional, offre un temps de réponse garanti en cas de panne critique (idéalement sous 48 heures) et propose une formation aux opérateurs dans le cadre du package de mise en service. Les temps d'arrêt d'une machine à toronner dans une usine de câbles peuvent coûter entre 5 000 et 50 000 dollars par équipe, selon l'échelle de production. La qualité du service après-vente n'est pas une considération secondaire.
Normes de qualité et tests pour les conducteurs multibrins
Les conducteurs toronnés produits sur des machines de toronnage doivent être conformes aux normes CEI 60228, ASTM B8 ou à des normes nationales équivalentes qui spécifient la classe de conducteur, la résistance maximale, la flexibilité minimale et les tolérances dimensionnelles. Le respect de ces normes est obligatoire pour les produits de câbles sur la plupart des marchés réglementés.
La CEI 60228 classe les conducteurs multibrins en quatre classes en fonction de la flexibilité et de la construction :
- Classe 1 : Conducteurs solides — non produits sur des machines à toronner
- Classe 2 : Conducteurs toronnés pour installation fixe — torons tubulaires, longueurs de pas relativement longues
- Classe 5 : Conducteurs flexibles — regroupement de fils fins, longueurs de pas courtes, pour cordons flexibles et équipements portables
- Classe 6 : Conducteurs extra-flexibles — regroupement de fils le plus fin, pose la plus courte, pour câbles de soudage et applications très flexibles
Les principaux tests de qualité effectués sur les conducteurs multibrins issus des toronneuses comprennent la mesure de la résistance CC selon la norme CEI 60228, les contrôles dimensionnels (mesure OD, rondeur), la vérification de la longueur de pas et les tests de flexion (nombre de cycles de pliage jusqu'à rupture) pour les classes de conducteurs flexibles.
Foire aux questions sur les machines à toronner
Q : Quelle est la différence entre une machine à toronner et une machine à tréfiler ?
Une machine à tréfiler réduit le diamètre d'un seul fil en le tirant à travers des matrices de plus en plus petites - elle produit des fils individuels d'un diamètre précis à partir de tiges plus épaisses. Une machine à toronner prend plusieurs fils individuels déjà étirés et les tord ensemble pour former un conducteur toronné. Les deux machines sont séquentielles dans le processus de production : le tréfilage en premier, le toronnage ensuite. Une ligne complète de production de conducteurs comprend généralement une machine à briser les tiges, des machines à tréfiler les fils intermédiaires et fins, un équipement de recuit, puis la machine à toronner.
Q : Pourquoi le fil toronné est-il meilleur que le fil solide pour la plupart des applications ?
Le fil toronné est supérieur au fil solide de même section de trois manières principales. Premièrement, la flexibilité : le fil toronné peut être plié à plusieurs reprises sans rupture par fatigue du métal, tandis qu'un fil solide de capacité de courant équivalente se fissurera après relativement peu de cycles de flexion. Deuxièmement, la capacité de transport de courant dans les circuits alternatifs : l'effet de peau fait circuler le courant alternatif principalement sur la surface extérieure des conducteurs : les conducteurs multibrins avec plus de surface par unité de volume transportent plus efficacement le courant alternatif, c'est pourquoi les gros câbles d'alimentation utilisent toujours des conducteurs multibrins. Troisièmement, la tolérance aux pannes : si un brin se brise en raison d'un dommage mécanique, le conducteur continue de fonctionner, alors qu'une rupture d'un conducteur massif est une défaillance totale.
Q : Combien de fils une toronneuse peut-elle gérer simultanément ?
Cela dépend entièrement de la conception et de la taille de la machine. Les toronneuses tubulaires d'entrée de gamme traitent 7 fils (construction 1 à 6), tandis que les grandes machines industrielles peuvent accueillir 19, 37, 61 bobines, voire plus, pour les constructions toronnées multicouches. Les regroupeuses pour fils très fins peuvent traiter 100 fils individuels simultanément en un seul passage. Les très gros conducteurs, tels que les conducteurs Milliken de 2 500 mm² utilisés dans les câbles CC haute tension, sont produits en toronnant d'abord des sous-segments sur plusieurs machines de toronnage, puis en assemblant les segments pour former le conducteur final sur une machine de câblage.
Q : Quel entretien une toronneuse nécessite-t-elle ?
Le programme de maintenance d'une toronneuse se concentre sur la lubrification des roulements du berceau (généralement toutes les 500 à 1 000 heures de fonctionnement), l'inspection et le remplacement des garnitures de frein de tension, la surveillance de l'usure des matrices de fermeture (les matrices doivent être remplacées lorsque le diamètre d'alésage dépasse la valeur nominale de plus de 0,1 mm pour maintenir la géométrie du conducteur), l'inspection des courroies et des engrenages et le remplacement des roulements de bobine. Les machines modernes dotées d'un système de surveillance de l'état par API peuvent alerter les opérateurs de l'usure des roulements grâce à une analyse de la signature vibratoire avant qu'une panne ne se produise : les programmes de maintenance prédictive réduisent les temps d'arrêt imprévus de 40 à 60 % par rapport à la maintenance programmée à intervalles uniquement.
Q : Une toronneuse peut-elle produire des conducteurs en aluminium ainsi que du cuivre ?
Oui. La même toronneuse tubulaire ou planétaire peut traiter à la fois des fils de cuivre et d'aluminium, car le principe de toronnage est indépendant du matériau. Il existe cependant d’importantes différences de configuration. Le fil d'aluminium est nettement plus doux que le cuivre et plus sensible aux dommages de surface causés par les composants de guidage, nécessitant des éléments de guidage lisses et polis avec des rayons de contact plus grands. L'aluminium durcit également moins facilement que le cuivre, c'est pourquoi les réglages de tension doivent être réduits (généralement de 30 à 40 %) pour éviter l'allongement du fil. Pour la production d'ACSR (Aluminum Conductor Steel Reinforced), des toronneuses à arc ou des machines tubulaires spécialisées avec un système central de retrait de noyau en acier sont utilisées pour poser des torons d'aluminium sur un noyau en acier prépositionné.
Q : Qu'est-ce que la torsion arrière dans une machine à toronner et pourquoi est-ce important ?
La torsion arrière se produit dans les machines de toronnage tubulaires parce que les bobines tournent avec le berceau - cela signifie que chaque fil non seulement se tord autour de l'axe du câble, mais subit également une rotation inverse autour de son propre axe au fur et à mesure qu'il est rentable. Pour les conducteurs en cuivre, la torsion inverse est généralement inoffensive. Cependant, pour la production de câbles en acier, la torsion arrière provoque des contraintes internes qui réduisent la résistance à la rupture du câble de 5 à 15 % et peuvent faire tourner le câble sous charge – une caractéristique dangereuse pour les applications de levage. Les toronneuses planétaires (rigides) éliminent entièrement la torsion arrière en faisant tourner les bobines contre la rotation du berceau, ce qui explique pourquoi elles constituent la norme pour les applications de câbles métalliques et de blindages.
Conclusion : pourquoi la machine à toronner reste au cœur de la fabrication moderne de câbles
La machine à toronner n'est pas simplement un équipement d'usine : c'est la technologie habilitante derrière chaque réseau électrique, système de télécommunication et câble structurel dans le monde moderne.
De la machine tubulaire à 7 fils la plus simple produisant du câblage domestique flexible à la ligne de toronnage SZ la plus avancée produisant 1 000 câbles optiques à 500 m/min, la mission fondamentale de chaque toronneuse c'est la même chose : transformer les fils individuels en une structure unifiée et optimisée qui est plus solide, plus flexible et plus efficace électriquement que n'importe lequel de ses composants individuels.
Alors que la demande mondiale en infrastructures électriques, en réseaux de données à haut débit, en véhicules électriques et en systèmes d’énergies renouvelables continue de s’accélérer, la toronneuse se situe au tout début de la chaîne d’approvisionnement qui rend tout cela possible. Choisir le bon type — tubulaire, planétaire, courbé, groupé ou SZ — et le spécifier correctement pour la gamme de produits cible, la vitesse et la norme de qualité est la décision technique la plus importante qu'un fabricant de câbles prendra. Faites les choses correctement et la machine fournira de manière fiable des millions de mètres de produit conforme et cohérent pendant 20 ans ou plus.